




En tant que fabricant et fournisseur professionnel d'usinage 5 axes en Chine, Sanluo Precision maîtrise l'usinage simultané 5 axes de pièces complexes, fournissant des services personnalisés aux industries haut de gamme telles que l'aérospatiale, les moules automobiles, les dispositifs médicaux et les équipements énergétiques. Nous réalisons un usinage de précision de surfaces complexes et de structures spéciales, répondant pleinement aux exigences strictes de la fabrication avancée.
| Précision dimensionnelle | DO | IDENTIFIANT | DP | Logiciel | DG |
| Unité : ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Précision géométrique | Rondeur | Coaxialité | Cylindricité | Symétrie | Tolérance de position |
| Unité : ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Capacité de production | 1 ~ 999999 pièces | 1 ~ 999999 pièces | 1 ~ 999999 pièces | 1 ~ 999999 pièces | 1 ~ 999999 pièces |
| Cycle de production | 3 à 20 jours | 3 à 20 jours | 3 à 20 jours | 3 à 20 jours | 3 à 20 jours |
Matériel de contrôle :MMT, systèmes de mesure par vision, projecteurs, jauges de diamètre laser, interféromètres laser, testeurs de rugosité, testeurs de rondeur, microscopes à outils, stéréomicroscopes, micromètres, jauges à broches, comparateurs, jauges de hauteur, pieds à coulisse, blocs étalons, testeurs de dureté, jauges de filetage.
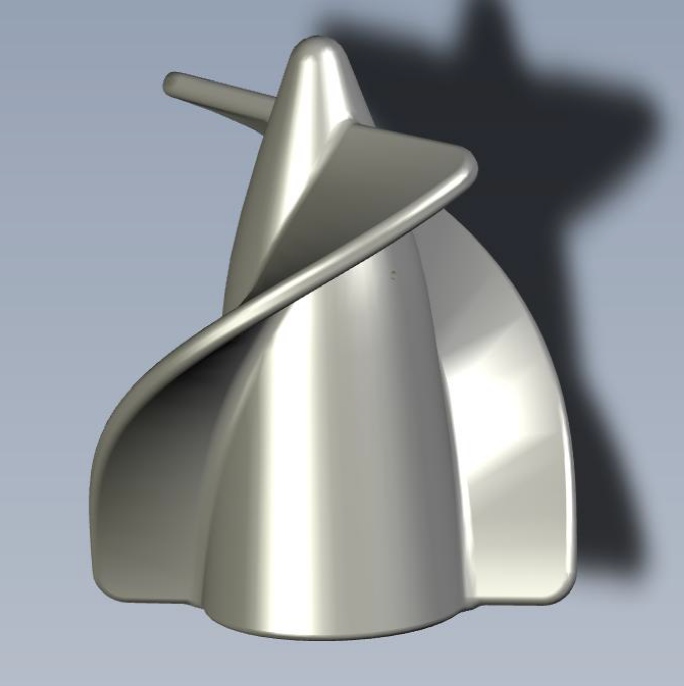
En tant que fabricant professionnel d'usinage 5 axes, nous excellons dans l'usinage de surfaces complexes de forme libre dans les secteurs de l'aérospatiale, de l'automobile, du médical et de l'énergie. Notre technologie simultanée à 5 axes, combinée à une programmation FAO avancée et à un outillage dédié, garantit une grande précision, un excellent état de surface et l'élimination des étapes de marquage d'outil.
Conclusion :Notre expertise éprouvée dans l'usinage de surfaces complexes transforme des géométries difficiles en composants prêts à la production qui répondent systématiquement aux normes industrielles les plus exigeantes, du prototype à la fabrication à grande échelle.
Nous soutenons notre usinage 5 axes avec des machines-outils de classe mondiale, un contrôle de processus intelligent et des systèmes auxiliaires complets. Notre installation garantit une précision stable et reproductible pour les pièces de moyenne à grande taille, des prototypes à la production en grand volume.
Conclusion :Grâce à notre base d'équipements intégrés, à nos contrôles de processus intelligents et à nos vérifications rigoureuses en cours de processus, nous fournissons une précision stable et reproductible sur 5 axes qui permet à votre ligne de production de fonctionner et de dépasser constamment vos normes de qualité.
| Paramètre | Détails |
| Modèle | Micro5 |
| Positionnement de base | Usinage hautement dynamique et de haute précision de composants micro et de grande valeur |
| Précision des clés | Répéteracapacité0,0005mm, Précision du positionnement< 0,002 mm |
| Broche | Vitesse maximale60 000 tr/min |
| Structure | Compact, poids total 550 kg ; magasin d'outils triple couche avec 60 outils ; le système de palettes peut accueillir 6 luminaires à point zéro |
| Énergie & Environnement | Faible consommation (<500W), avec collecteur de brouillard d'huile |
| Système CNC | Beckhoff (Allemagne) |
| Voyage (X/Y/Z) | 78 / 56 / 50mm |
| Applications typiques | Composants de micro-ingénierie, petites pièces en métaux précieux |
| Paramètre | Détails |
| Modèle | DMU 105 monoBLOC |
| Positionnement de base | Usinage 5 axes de haute précision de pièces grandes et complexes |
| Axes et liaison | 5 axes simultanés |
| Structure du lit | Fonte nodulaire GGG60, coulée monobloc avec une rigidité optimisée FEM 40 % supérieure aux conceptions traditionnelles |
| Précision des clés | Entraînement direct des axes A/C, précision d'indexation ±1 seconde d'arc ; précision de positionnement de la table jusqu'à 0,001 mm |
| Système de broche | Interface HSK‑A100, puissance 44 kW, couple 288 Nm, plage de vitesse 50‑10 000 tr/min |
| Voyage (X/Y/Z) | 1 135 mm / 1 050 mm / 750 mm |
| Avantages clés | La conception thermosymétrique réduit la déformation thermique ; Changeur de palettes en option et mesure en cours de processus pour l'automatisation |
| Applications typiques | Composants usinés avec précision sur 5 axes |
| Paramètre | Détails |
| Modèle | JDGR400T |
| Positionnement de base | Précision au micron, prend en charge les processus composites de fraisage-tournage |
| Système CNC | JD50 auto-développé, résolution de contrôle de mouvement 10 nm |
| Broche | Électrobroche haute vitesse JD150S, HSK‑A50, vitesse maximale 32 000 tr/min |
| Précision des clés | Répétabilité dans la plage du micron ; Répétabilité de l'axe AC 4″ |
| Table rotative | Entraînement direct à deux axes, résolution 0,0001° |
| Magasin d'outils | Type de chaîne, capacité 63 outils |
| Avantages clés | La mesure sur machine compense automatiquement les erreurs d'outil et de pièce, garantissant ainsi le rendement des lots |
| Applications typiques | Composants de précision 5 axes |
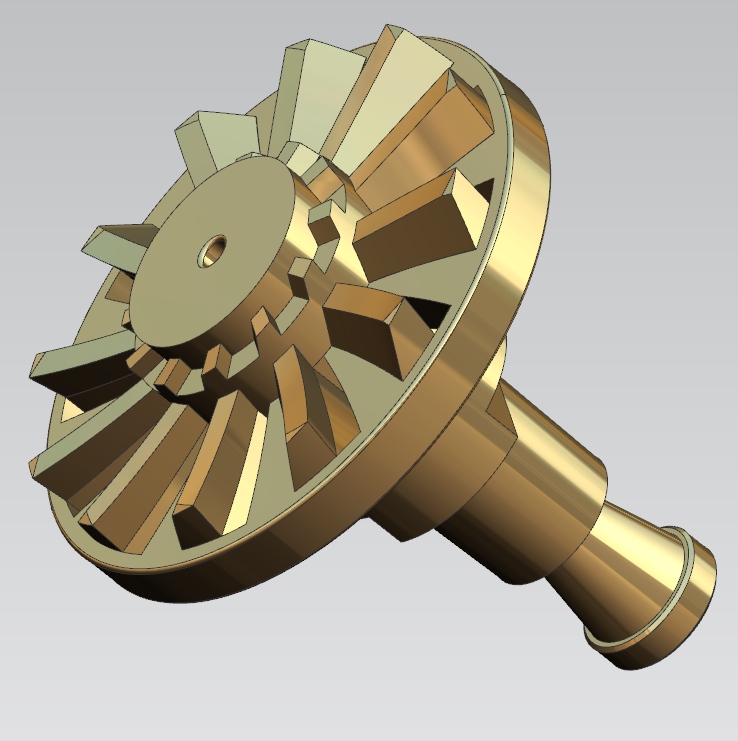
Cette roue est fabriquée en acier inoxydable austénitique SUS316 et sert de composant central de direction du flux dans les pompes de surpression de fluide pour un fabricant d'équipement brésilien. Le client avait contacté trois ateliers précédents, tous ayant échoué en raison d'une déformation de la lame, de problèmes de coaxialité, d'un blocage de micro-trous et d'une mauvaise finition de surface. Ils nous ont trouvés via une recherche Google et ont spécifié trois exigences strictes : la cohérence des lots, les tolérances au niveau du micron et les surfaces de contact avec les fluides sans bavures.
Spécifications clés du dessin :
Nous avons utilisé un centre d'usinage 5 axes DMG MORI pour réaliser l'ensemble de la roue en un seul serrage, évitant ainsi les erreurs de configuration multiple. Étapes du processus :
Équipement de support : liquide de refroidissement haute pression, sonde en cours de processus Renishaw pour la compensation de l'outil et réglage automatique du point de référence toutes les 20 pièces.
| Paramètre | Échantillon 1 | Échantillon 2 | Échantillon 3 | Exigence |
| Diamètre extérieur de la lame φ31 | 31.004 millimètres | 30,998 millimètres | 31.001 millimètres | ±0,01 mm |
| Angle 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Épaisseur de la lame 0,68 | 0,667 mm | 0,679 mm | 0,685 mm | ±0,05mm |
| Micro-trou φ1,5 | 1,491‑1,508 mm (10 trous) | Erreur de position max 0,021 mm | ±0,02 mm | |
| Coaxialité (donnée A) | 0,003 mm | 0,004 mm | 0,003 mm | ≤0,005 mm |
| Face à l'épuisement | 0,010 mm | 0,013 mm | 0,011 mm | ≤0,015 mm |
| Profil de surface de la lame | maximum 0,018 mm | --- | --- | ≤0,02 mm |
| Rugosité de surface (contact fluide) | Ra 0,32‑0,38 μm | Faces de contact Ra 0,62‑0,75 μm | ≤0,4 / ≤0,8 | |
| Dureté (HV) | 190‑210 | HRC équivalent <6 | ≤7 | |
Résultat client :Après réception des 50 premières pièces, l'inspection tierce du client a vérifié leur conformité à 100 %. Par rapport aux fournisseurs précédents, les vibrations ont chuté de 70 %, le bruit réduit de 16 dB et les micro-trous sont restés débloqués. Le client a désormais passé des commandes annuelles pour les trois variantes de roue. Commentaires écrits : « La meilleure cohérence dimensionnelle que nous ayons jamais vue dans les roues en acier inoxydable. »
Après 10 mois d'utilisation, aucune corrosion, déformation sous contrainte ou réclamation de retour. Nous fournissons des rapports d'inspection complets avec chaque lot, une inspection à 100 % des tolérances critiques et une reprise gratuite pour toutes les pièces non conformes.
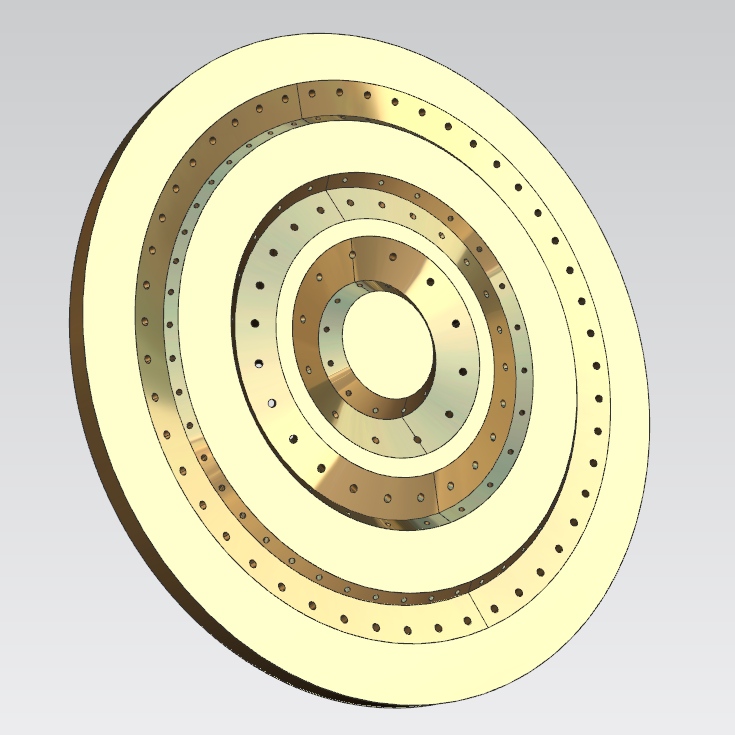
Cette plaque de base à bride multicouche ronde (numéro de pièce SLY033‑04‑03A) est fabriquée en alliage d'aluminium 7075‑T651, pesant 0,849 kg par pièce. Il sert de plaque porte-noyau à l'intérieur d'une chambre de dépôt chimique en phase vapeur (CVD), permettant le positionnement des tranches sous vide poussé et sous des changements de température cycliques. Le client, un fabricant national d'équipements pour semi-conducteurs, avait déjà essayé deux autres ateliers avec un rendement inférieur à 60 % en raison de problèmes de planéité, de coaxialité des trous et de rugosité des rainures d'étanchéité. Ils nous ont approchés après une recommandation.
Principaux défis :
Toutes les opérations ont été réalisées sur un centre d'usinage DMG 5 axes avec serrage unique, éliminant ainsi les erreurs cumulées provenant de plusieurs configurations. Étapes du processus :
Inspection : MMT Zeiss, testeur de rugosité, testeur de rondeur, jauge de planéité laser. Inspection à 100 % du premier article, échantillonnage à 15 % pour la production par lots.
| Paramètre | Valeurs mesurées | Exigence |
| Planéité de la base (5 points) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (maximum 0,010) | ≤0,012 mm |
| Coaxialité de 3 brides concentriques | maximum 0,006 mm | ≤0,008 mm |
| Position du trou de cheville (8 trous) | 0,004 à 0,009 mm | ≤0,01 mm |
| Largeur de rainure du joint torique | 3.997‑4.003 mm | ±0,005mm |
| Planéité du fond de rainure | 0,002 mm | ≤0,003 mm |
| Rayon d'angle R0,8 | 0,798‑0,801 mm | ±0,002 mm |
| Rugosité de la surface des rainures | Ra 0,18 μm | ≤0,2 μm |
Résultat client :Après l'approbation du premier article, le laboratoire tiers du client a confirmé toutes les données à ± 0,002 mm de notre rapport. La chambre à vide a atteint une pression ultime de 1 × 10⁻⁶ Pa sans fuite. Le taux de rendement est passé de 58% à99,2%. Le coût de retouche a diminué de 72 %. Temps d'assemblage par unité réduit de 1,8 heure à 0,35 heure. Après 50 cycles thermiques (-20°C à +120°C), la déformation de planéité n'était que de 0,011 mm (contre 0,038 mm du fournisseur précédent). Le client nous a désormais transféré toutes les pièces structurelles de la chambre à vide pour l'usinage 5 axes.
Après 14 mois de production continue, aucun défaut dimensionnel n'a été signalé. Nous offrons une traçabilité de 3 ans des données d'inspection et une garantie de réparation gratuite de 6 mois couvrant les pièces non conformes.
Nous sommes spécialisés dans l'usinage simultané de fraisage et de tournage 5 axes sur les centres DMG MORI, Bumotec et Mori Seiki, manipulant des pièces jusqu'à 1 135 mm de course et un poids de 2 000 kg avec des vitesses de broche allant jusqu'à 60 000 tr/min. Nos capacités 5 axes couvrent :
Chaque projet utilise la programmation UG NX/Mastercam/Hypermill, la simulation 3D complète et le palpage en cours de processus Renishaw. Nous offrons un taux de réussite de 98,8 % et servons des clients Fortune 500, notamment Huawei, BYD et Mindray.
Pour les pièces présentant des contre-dépouilles, des surfaces de forme libre ou une coaxialité étroite (≤0,005 mm) -- comme les turbines et les chambres à vide -- le 5 axes élimine les configurations multiples et atteint des tolérances que les 3 axes ne peuvent pas respecter.
Aluminium (7075, 6061), aciers inoxydables, alliages de titane, Inconel, alliages de cuivre, PEEK et métaux précieux - avec parcours d'outils et liquide de refroidissement dédiés pour chacun.
Standard OD ±0,005 mm, ID ±0,01 mm, coaxialité ≤0,01 mm et tolérance de position ≤0,01 mm ; vérifié par Zeiss CMM et interféromètres laser.
Recuit de détente, montage sous vide personnalisé, découpe en couches (≤ 0,15 mm de profondeur) et parcours d'outils symétriques - maintien de la planéité à moins de 0,010 mm, même sur des pièces d'envergure de 300 mm.
Inspection CMM à 100 % du premier article, échantillonnage de 15 % par lots et rapport dimensionnel complet avec chaque expédition – enregistrements conservés pendant 18 mois.
Généralement 3 à 20 jours selon la complexité et la quantité ; les prototypes urgents peuvent être expédiés sous 5 à 7 jours ouvrables.


Adresse
District de Guangming, ville de Shenzhen, province du Guangdong, Chine
Tél








