




Nos capacités de tournage de fraiseuses CNC intègrent les fonctions de tournage, de fraisage, de perçage, de taraudage et d’alésage dans une seule machine. La broche prend en charge à la fois le tournage rotatif et le fraisage stationnaire, tandis que le mouvement coordonné des axes C et Y permet l'usinage complet de pièces complexes en une seule configuration. Les spécifications de l'équipement comprennent : des vitesses de broche de 50 à 5 000 tr/min ; Précision d'indexation à 360° sur l'axe C de ±5″ ; 8 à 16 outils motorisés avec des vitesses de 6 000 à 12 000 tr/min ; et course sur l'axe Y de ±50 à 150 mm pour l'usinage de trous transversaux excentriques. Les capacités d'usinage couvrent des diamètres de tournage de φ10 à 500 mm, des largeurs de fraisage de 100 à 400 mm, des diamètres de perçage de φ1 à 50 mm et des tailles de taraudage de M3 à M48. La précision d'usinage comprend ±0,01 mm pour le tournage, ±0,02 mm pour le fraisage, ±10″ pour l'indexation sur l'axe C et une rugosité de surface de Ra 0,8 à 3,2 μm.
|
précision dimensionnelle |
DO |
IDENTIFIANT |
T(C) |
DP |
DG |
|
unité: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.001 |
|
Précision géométrique |
rondeur |
coaxialité |
rectitude |
cylindricité |
Tolérance de position |
|
unité: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
capacité de production |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
|
cycle de production |
3-20 jours |
3-20 jours |
3-20 jours |
3-20 jours |
3-20 jours |
Équipé d'une gamme complète d'instruments d'inspection et d'outils de mesure, notamment : MMT, systèmes de mesure par vision, projecteurs de profil, jauges de diamètre laser, interféromètres laser, testeurs de rugosité de surface, testeurs d'arrondi, microscopes d'outilleur, stéréomicroscopes, micromètres, jauges à broches, indicateurs à cadran, micromètres de haute précision, jauges de hauteur électroniques, étriers, blocs étalons, testeurs de dureté et jauges de filetage.
Sanluo Precision offre des avantages significatifs en matière de tournage de fraisage CNC : traitement à configuration unique (complète le tournage, le fraisage, le perçage, le taraudage et l'alésage en une seule fois ; élimine les erreurs de serrage ; atteint une concentricité de 0,01 mm et une perpendiculaire de 0,02 mm) ; Efficacité accrue (une machine remplace plusieurs unités ; efficacité augmentée de 50 à 70 %) ; Précision garantie (une donnée unifiée provenant d'une seule configuration garantit une précision de tolérance géométrique élevée ; la concentricité, la perpendiculaire et la précision de position améliorées de 30 %) ; Encombrement réduit (une machine remplace 3 à 5 unités ; permet d'économiser 60 % d'espace au sol ; réduit l'investissement) ; Délais de livraison raccourcis (élimine les transferts inter-processus et les temps d'attente ; cycle de production réduit de 40 à 60 %) ; Main d'œuvre réduite (un opérateur par machine ; coûts de main d'œuvre réduits de 60 %).
En tant que fabricant professionnel de tours de fraisage CNC, Sanluo Precision est à la pointe de l'industrie en matière de technologie. Marques d'équipements : Centres d'usinage simultanés 5 axes importés du Japon et d'Allemagne (MAZAK Integrex, DMG MORI CTX, OKUMA Multus) ; Système de broche (broche intégrée avec une vitesse de 5 000 tr/min, une puissance de 30 à 50 kW, un couple élevé et une capacité de coupe robuste) ; Tourelle d'outillage animé (12 postes, vitesse de 12 000 tr/min, puissance de 7,5 kW) ; Systèmes CNC (FANUC 31i / SIEMENS 840D avec contrôle simultané 5 axes et contrôle RTCP/TCP) ; Sondes Renishaw (inspection en cours de processus et compensation automatique pour une précision de ±0,005 mm) ; Logiciel UG/Mastercam (programmation automatique, optimisation du parcours outil et vérification de la simulation). La société fournit des services d'usinage de tournage-fraisage professionnels et personnalisés à des clients internationaux.
|
Catégorie de paramètre |
Détails des paramètres |
|
Modèle d'équipement |
INDEX G220 |
|
Positionnement de base |
Usinage flexible et efficace |
|
Flexibilité de configuration |
Configurable avec 3 tourelles, magasin d'outils avec jusqu'à 169 positions d'outils |
|
Nombre d'axes de mouvement |
Jusqu'à 16 axes de mouvement |
|
Caractéristiques d'usinage |
Dispose d'une zone d'usinage spacieuse, permettant un usinage simultané avec trois outils sans risque de collision |
|
Applications typiques |
Tournage par fraisage CNC de pièces d'arbres complexes de petite et moyenne taille dans les domaines de la construction mécanique, des semi-conducteurs et de l'aérospatiale |
|
Catégorie de paramètre |
Détails des paramètres |
|
Modèle d'équipement |
M30 |
|
Positionnement de base |
Usinage complet de pièces grandes et complexes en un seul serrage |
|
Nombre d'axes et de fonctions |
Capable de tourner sur 4 axes et de fraiser sur 5 axes, complétant ainsi l'usinage complet des pièces sur 6 faces |
|
Capacité d'usinage |
Capable d'usiner des pièces d'arbre et de disque complexes avec un diamètre de rotation de Φ320 mm, longueur d'usinage maximale de 1 000 mm |
|
Processus étendus |
Peut également réaliser un traitement de coupe d'engrenages ou de perçage de trous profonds selon les besoins |
|
Avantages principaux |
Peut réaliser presque tous les processus de travail à froid, y compris le tournage, le fraisage, l'alésage, le perçage de trous profonds, la rectification et l'usinage d'engrenages, en un seul serrage. |
|
Applications typiques |
Tour de moulin CNC de turbines, pales, hélices marines, rotors de générateurs robustes, vilebrequins de gros moteurs diesel, etc. |



S'appuyant sur des technologies d'usinage matures, un système de contrôle de production complet et des années d'expérience en fabrication de précision, Sanluo Precision se spécialise dans les opérations de tournage de fraiseuses CNC. Nous utilisons un processus de formage « à configuration unique » pour éliminer complètement les erreurs cumulatives associées au traitement en plusieurs étapes et au serrage répété. Pour les matériaux difficiles à usiner, tels que les alliages d'aluminium de haute dureté et divers aciers inoxydables, nous optimisons les stratégies et les paramètres de coupe pour résoudre efficacement les défis de l'industrie tels que les arêtes rapportées (BGE), la déflexion des outils et la déformation thermique. Vous trouverez ci-dessous une étude de cas de production réelle :
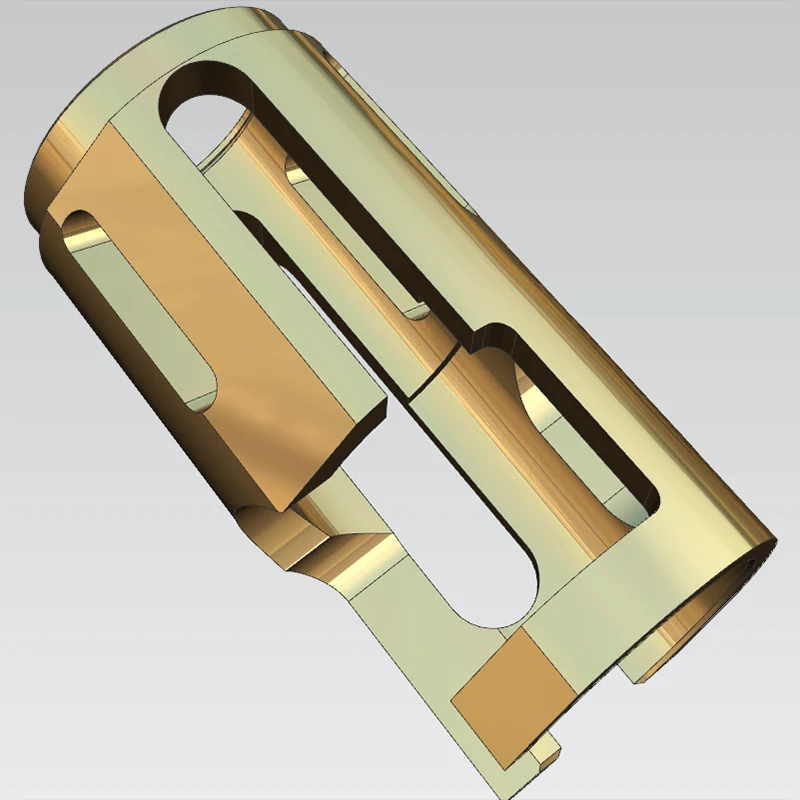
Ce produit est un composant alternatif de base pour un nouveau moteur développé par une entreprise nationale de R&D automobile, fabriqué à partir d'un alliage d'aluminium 7075-T6. Ce matériau est relativement dur et sujet à des problèmes tels que des arêtes rapportées et une déformation thermique lors de l'usinage ; de plus, le produit exige des normes rigoureuses en matière de précision globale d’usinage et de stabilité opérationnelle.
Le client avait besoin d'un contrôle strict sur plusieurs dimensions clés et tolérances géométriques : la tolérance de diamètre extérieur Φ50, la coaxialité Φ77/Φ78, une tolérance de 23 ± 0,01 mm pour le trou d'épingle et de multiples exigences de tolérance de position de 0,02 mm. Les processus traditionnels de tournage et de fraisage séparés ne pouvaient pas contrôler efficacement les erreurs causées par plusieurs configurations ; par conséquent, le client a spécifié l'utilisation d'un procédé fraisage-tournage (turn-mill).
Pour relever ces défis d'usinage, nous avons utilisé une machine-outil fraisage-tournage pour réaliser toutes les opérations, y compris le diamètre extérieur, la face d'extrémité, les trous de bride, le trou d'épingle et les fentes latérales, dans une seule configuration. Lors de l'usinage grossier, nous avons maintenu une surépaisseur d'usinage de 0,3 mm sur les surfaces critiques et utilisé une circulation continue de liquide de refroidissement en émulsion à haute pression pour éviter la déformation thermique. Pour la finition, nous avons utilisé des outils spécialisés avec des paramètres de vitesse et d'avance optimisés pour éliminer complètement les problèmes de bords accumulés associés à l'aluminium 7075, garantissant ainsi une qualité de surface supérieure.
Une fois terminé, nous avons effectué des inspections complètes de toutes les dimensions clés et tolérances géométriques à l’aide d’une machine à mesurer tridimensionnelle (MMT). Les mesures réelles ont montré une coaxialité contrôlée à 0,01 mm près et des tolérances de trous d'épingle constamment maintenues à ± 0,005 mm, toutes les mesures répondant à 100 % aux spécifications du plan. Les échantillons soumis par le client ont réussi le test au banc dès la première tentative ; l'assemblage et le fonctionnement se sont déroulés en douceur, sans aucun cas de liaison ou de collage.
Le client avait auparavant utilisé une approche d'usinage séquentiel, mais les erreurs de serrage provoquaient des écarts persistants de coaxialité et de précision de position qui ne pouvaient pas être résolus malgré des retouches répétées. Le processus composite tour-fraisage a éliminé les multiples erreurs de serrage à la source, résolvant ainsi complètement ces problèmes de qualité de longue date. Ce lot d'échantillons fonctionne actuellement de manière stable dans les équipements moteurs. Le client apprécie hautement la précision de l'usinage et l'efficacité de la livraison, et nous a ensuite attribué des commandes en petits lots, une solide validation des avantages exceptionnels de l'usinage composite tour-fraisage pour les composants en alliage d'aluminium de haute précision.
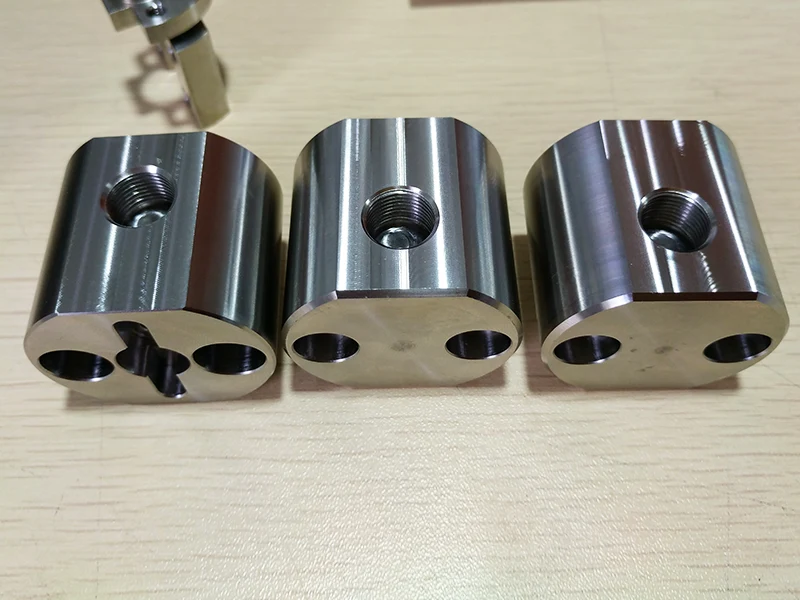
Cette tête de pompe est un composant essentiel pour un fabricant d'équipements fluidiques domestiques, utilisée dans les ensembles de pompes haute pression. Fabriqué en acier inoxydable 1Cr18Ni9, le produit exige des normes extrêmement élevées en matière d'intégrité d'étanchéité et de tolérances géométriques.
Les principales spécifications techniques requises par le client comprenaient : une coaxialité de 0,03 mm pour l'alésage intérieur Φ12, une rondeur de 0,015 mm pour l'alésage intérieur Φ9 et des exigences spécifiques de précision de positionnement pour deux trous filetés M12. En raison de la forte adhérence du matériau en acier inoxydable, qui entraîne souvent des arêtes rapportées et une déformation de l'outil, l'usinage séquentiel traditionnel avait du mal à respecter les tolérances strictes ; le client exigeait explicitement l'utilisation de l'usinage composite tour-fraisage.
Nous avons utilisé un centre d'usinage tour-fraisage intégré pour terminer l'usinage du diamètre extérieur, de la face d'extrémité, des alésages intérieurs et des trous filetés en une seule configuration. Lors de l'usinage grossier, une marge de 0,2 mm a été réservée aux alésages internes critiques, et un liquide de refroidissement haute pression a été utilisé partout pour éliminer les copeaux et prévenir efficacement les problèmes d'arêtes accumulées. Pour la finition, nous avons sélectionné un outillage spécialisé en acier inoxydable, des paramètres de coupe réduits et une déflexion de l'outil strictement contrôlée. Les trous filetés ont été usinés en cours de processus pour éliminer les erreurs associées au serrage secondaire.
L'inspection dimensionnelle à l'aide d'une machine de mesure tridimensionnelle (MMT) a confirmé les résultats : la coaxialité est restée stable à 0,02 mm près, la rondeur de l'alésage intérieur a été contrôlée à 0,01 mm près et la précision de positionnement des trous filetés répondait à toutes les spécifications. Le produit a passé avec succès l'inspection d'acceptation dès la première tentative et les performances d'étanchéité répondent pleinement aux normes opérationnelles. Auparavant, le client utilisait des produits fabriqués via des étapes de traitement séquentielles ; les écarts de serrage ont entraîné un dépassement des limites de coaxialité, entraînant des problèmes de fuite persistants dans le corps de la pompe après l'assemblage. L'adoption du procédé composite tour-fraisage a complètement résolu les erreurs de serrage et éliminé le risque de fuite. Ce lot de têtes de pompe fonctionne depuis de manière continue et stable sur le terrain depuis des années, et le partenariat reste solide, validant ainsi la valeur de l'usinage composite tour-fraisage pour les composants fluides en acier inoxydable de haute précision.
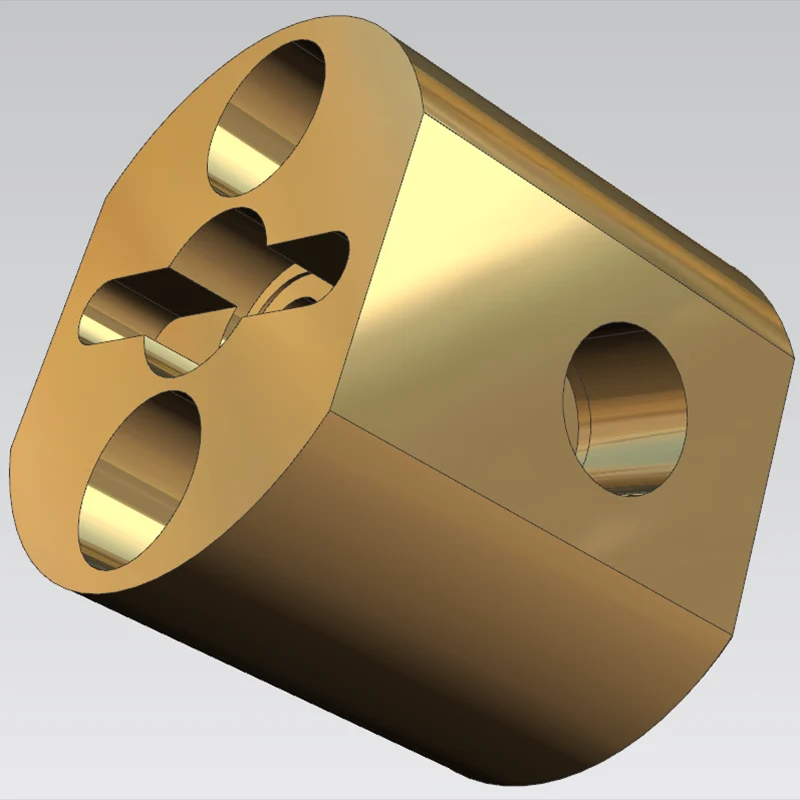
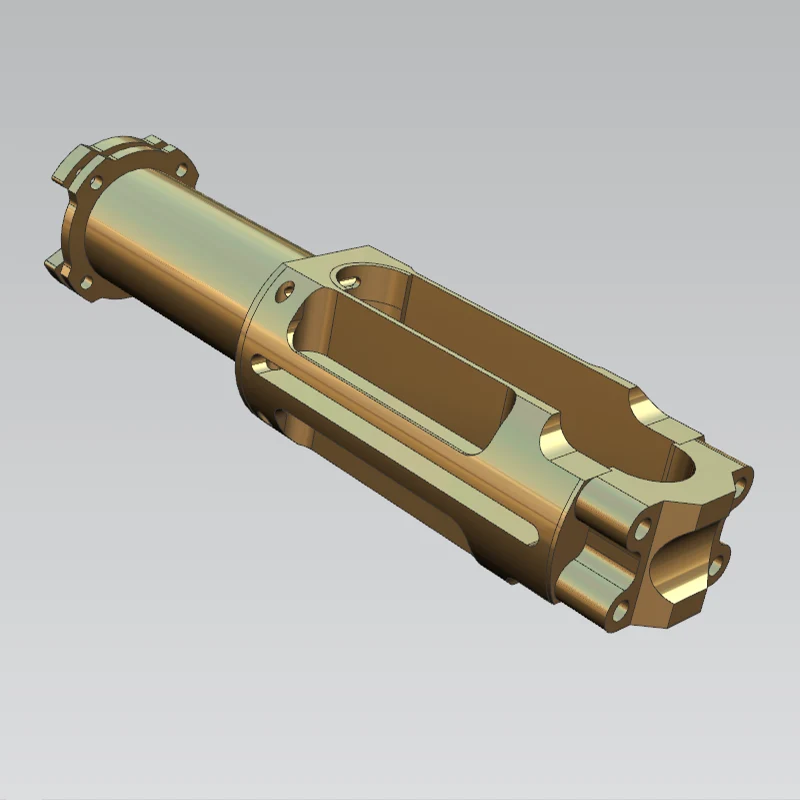
Ce composant est un élément essentiel d'un moteur sans balais fabriqué par une entreprise nationale d'équipement industriel. Fabriqué en acier inoxydable 304, il exige le strict respect des tolérances géométriques et des spécifications de rugosité de surface.
Les principaux critères d'inspection du client comprenaient la coaxialité entre les diamètres intérieur et extérieur, le faux-rond axial de la face d'extrémité et la précision de position de la rainure de clavette latérale. Les plans précisaient que la coaxialité des surfaces de contact critiques devait être contrôlée à moins de 0,01 mm, que la rugosité de la surface extérieure devait atteindre Ra 0,1 et que la surface devait être exempte de bavures et de rayures. En raison de la ductilité élevée et du « caractère collant » de l'acier inoxydable 304, qui provoquent souvent des arêtes rapportées et une déflexion de l'outil, le traitement séquentiel traditionnel ne pouvait pas répondre aux exigences de tolérance ; par conséquent, le procédé composite tour-broyeur a été sélectionné.
À l’aide d’une machine composite tour-fraiseuse, nous avons réalisé l’usinage du diamètre extérieur, de la face d’extrémité, de l’alésage intérieur et de la rainure de clavette latérale en une seule configuration. Lors de l'usinage grossier, une marge de 0,2 mm a été laissée sur les surfaces critiques et un liquide de refroidissement à haute pression a été utilisé partout pour empêcher l'adhérence du matériau à l'outil. Pour la finition, nous avons utilisé un outillage spécialisé et des paramètres de coupe optimisés pour contrôler avec précision la déflexion de l'outil ; la rainure de clavette a été formée de manière synchrone dans le cadre du processus intégré, évitant ainsi les erreurs associées au re-serrage.
Après l'usinage, nous avons effectué des inspections complètes à l'aide d'une machine à mesurer tridimensionnelle (MMT) et d'un testeur de rugosité de surface. Les résultats mesurés ont montré une coaxialité ≤ 0,008 mm, un faux-rond axial ≤ 0,005 mm et une rugosité de surface Ra 0,1, toutes les mesures étant conformes aux spécifications. Le produit a réussi l’inspection d’acceptation dès la première tentative ; L'assemblage du moteur s'est déroulé sans problème et les niveaux de vibrations et de bruit pendant le fonctionnement sont restés dans des plages idéales.
En revanche, les produits précédemment achetés via un traitement séquentiel ne répondaient pas aux normes de conception en raison d'erreurs de serrage qui provoquaient des écarts excessifs de coaxialité et entraînaient des niveaux de vibrations élevés pendant le fonctionnement du moteur. En adoptant l'usinage composite tour-fraisage, les erreurs de serrage sont éliminées à la source, résolvant ainsi efficacement les dysfonctionnements de l'équipement. La production en série de la partie avant du boîtier se poursuit actuellement de manière régulière ; le client a exprimé sa satisfaction quant à la précision du produit et à la qualité de la surface, et un partenariat à long terme a été maintenu, démontrant pleinement les avantages de l'usinage composite par fraisage CNC dans la production de composants de moteur de précision en acier inoxydable.

Adresse
District de Guangming, ville de Shenzhen, province du Guangdong, Chine
Tél









