




Notre usinage tournage-fraisage intègre les processus de tournage et de fraisage. Le tournage implique la rotation de la pièce pendant que l'outil avance pour couper les diamètres externes, les alésages internes, les faces d'extrémité et les filetages ; il convient aux pièces rotatives d'un diamètre de 5 à 800 mm, de niveaux de précision IT7 à IT9 et d'une rugosité de surface Ra 0,8 à 6,3 μm. Le fraisage implique un outil rotatif coupant des plans, des fentes et des contours ; il convient aux pièces carrées ou de forme irrégulière, avec des largeurs de fraisage de 50 à 1 000 mm, une précision de ±0,02 à 0,1 mm et une rugosité de surface de Ra 1,6 à 6,3 μm.
Le processus combiné, qu'il s'agisse d'un tournage suivi d'un fraisage, d'un fraisage suivi d'un tournage ou d'une alternance entre les deux, exploite le tournage pour garantir la concentricité et le fraisage pour usiner les plans, les fentes et les trous, ce qui permet d'obtenir une précision et une efficacité élevées pour les pièces complexes.
|
précision dimensionnelle |
DO |
IDENTIFIANT |
T(C) |
DP |
SH |
|
unité: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Précision géométrique |
rondeur |
coaxialité |
rectitude |
cylindricité |
concentricité |
|
unité: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
capacité de production |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
|
cycle de production |
3-20 jours |
3-20 jours |
3-20 jours |
3-20 jours |
3-20 jours |
Les instruments d'inspection et les outils de mesure équipés comprennent : des MMT, des systèmes de mesure par vision, des projecteurs de profil, des jauges de diamètre laser, des interféromètres laser, des testeurs de rugosité de surface, des testeurs d'arrondi, des microscopes d'outilleur, des stéréomicroscopes, des micromètres, des jauges à broches, des indicateurs à cadran, des micromètres de haute précision, des jauges de hauteur électroniques, des étriers, des blocs étalons, des testeurs de dureté et des jauges de filetage.
Les capacités d'usinage de fraisage-tournage de Sanluo Precision offrent des avantages significatifs : fonctions complémentaires (le tournage s'adapte aux surfaces de rotation ; le fraisage s'adapte aux formes plates et complexes ; la combinaison élargit la gamme de pièces usinables, y compris les arbres, les disques, les boîtiers et les roues) ; Précision améliorée (le tournage garantit la concentricité et la rondeur ; le fraisage garantit la planéité et la perpendiculaire ; la combinaison permet d'obtenir une précision de tolérance géométrique élevée, telle qu'une concentricité de 0,02 mm et une perpendiculaire de 0,03 mm) ; Efficacité accrue (le séquençage optimisé du tournage/fraisage d'ébauche et de finition permet un enlèvement de matière rapide tout en garantissant la précision, augmentant l'efficacité de 30 à 50 %) ; Qualité de surface supérieure (le tournage atteint un Ra de 0,8 à 3,2 μm et le fraisage un Ra de 1,6 à 6,3 μm, ce qui donne des finitions lisses) ; Réduction des coûts (moins d'étapes de processus ; une seule machine multitâche nécessite moins d'investissement et d'espace au sol que plusieurs machines autonomes) ; et Grande adaptabilité (flexible pour la production d'une seule pièce ou en petits lots, mais très efficace pour la production de masse).
En tant que fabricant professionnel d'usinage par fraisage et tournage, Sanluo Precision fournit des services complets et fiables. Configuration de l'équipement : Équipement de tournage (30 tours/centres de tournage CNC ; diamètre φ10–800 mm ; qualité de précision IT7) ; Équipement de fraisage (20 centres d'usinage verticaux/horizontaux ; course de 500 à 2 000 mm ; précision ±0,01 mm) ; Équipements de fraisage-tournage (10 centres de fraisage-tournage à 5 axes Mazak/DMG Mori prenant en charge l'usinage en une seule configuration) ; Équipement d'inspection (MMT, testeur d'arrondi, testeur de rugosité et système de mesure par vision avec une précision de 0,003 mm pour une inspection pleine dimension) ; Equipe technique (20 ingénieurs procédés, 30 programmeurs, 50 techniciens) ; Système ISO9001 (inspection du premier article, inspection de patrouille en cours de processus, inspection complète du produit final ; taux de réussite de 99 %). La société fournit des services professionnels et personnalisés d'usinage par fraisage et tournage à des clients internationaux.
|
Catégorie de paramètre |
Détails des paramètres |
|
Modèle d'équipement |
Série 842 |
|
Marque |
Schaublin |
|
Positionnement de base |
Machine de haute précision pour applications complexes, également adaptée au tournage dur |
|
Configuration des axes |
Configurable avec l'axe Y et jusqu'à 7 axes d'interpolation |
|
Précision de la broche |
La broche présente une précision géométrique exceptionnelle de moins de 0,5 μm |
|
Capacité d'usinage |
Diamètre de tournage maximum : 360 mm ; Longueur de tournage maximale : 398 mm |
|
Système de tourelle |
Tourelle radiale de haute précision VDI30 avec 16 stations |
|
Configuration facultative |
La contre-broche et la deuxième tourelle sont disponibles en option |
|
Système CNC |
Système FANUC |
|
Applications typiques |
Pièces d'usinage de tournage de moulin de précision, etc. |
|
Catégorie de paramètre |
Détails des paramètres |
|
Modèle d'équipement |
INDEX MS16-6 Plus |
|
Positionnement de base |
Usinage multi-axes à haute efficacité et multifonctionnel |
|
Nombre d'axes et de broches |
6 broches de travail et 2 broches synchrones |
|
Capacité d'usinage |
Diamètre de la barre : 16 mm (22 mm pour la version Plus) |
|
Système de broche |
Vitesse maximale : 10 000 tr/min ; Puissance maximale : 15 kW ; Couple maximal : 18 Nm |
|
Système de poteaux d'outils |
Jusqu'à 12 postes d'outils |
|
Fonctions principales |
Prend en charge le tournage polygonal, le fraisage, l'ébavurage de trous transversaux et d'autres technologies d'usinage |
|
Système CNC |
Système d'exploitation iXpanel basé sur Siemens S840D sl |
|
Avantages principaux |
Temps de changement d'outil court, performances puissantes et temps auxiliaire court ; capable d'usinage double à trois axes |
|
Applications typiques |
Pièces d'usinage de tournage de moulin de précision, etc. |




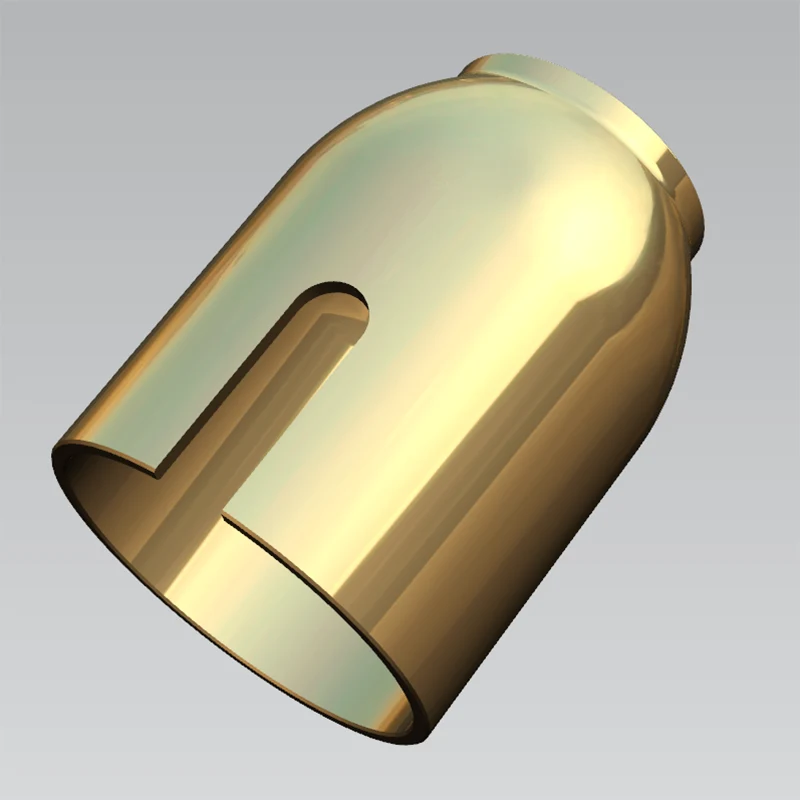
Ce produit est un composant essentiel personnalisé pour une entreprise de technologie médicale à Shanghai. Fabriqué en acier inoxydable 316L, il est utilisé dans les dispositifs médicaux implantables. Le produit adhère aux normes strictes de l’industrie médicale concernant la résistance à la corrosion, la qualité de surface et diverses exigences géométriques en matière de dimensionnement et de tolérance (GD&T).
Le client a spécifié des exigences techniques critiques : coaxialité entre l'alésage intérieur et le diamètre extérieur, faux-rond axial et précision dimensionnelle de la surface profilée extérieure. Les surfaces de contact clés nécessitaient un contrôle de tolérance de coaxialité à moins de 0,01 mm et une rugosité de surface extérieure Ra ≤ 0,8. La pièce finie devait être exempte de bavures et de rayures, et être entièrement conforme aux spécifications de surface de qualité médicale. En raison de la ductilité élevée de l'acier inoxydable 316L, qui le rend sujet à l'adhérence et à la déflexion des outils, les processus traditionnels de tournage et de fraisage séparés ne pouvaient pas garantir simultanément la précision de la surface et les tolérances de position. Par conséquent, le client a spécifié l’utilisation de la technologie d’usinage par fraisage-tournage.
Pour relever ces défis d'usinage, nous avons utilisé un centre de fraisage-tournage pour un traitement intégré, réalisant toutes les opérations, y compris le diamètre extérieur, l'alésage intérieur, la surface profilée et les fentes latérales, dans une seule configuration. Pendant la phase d'usinage grossier, une surépaisseur d'usinage de 0,2 mm est laissée sur les surfaces critiques et un système de refroidissement à haute pression est utilisé pour éliminer en continu les copeaux, empêchant ainsi l'acier inoxydable de coller à l'outil de coupe. Pour l'étape de finition, des outils de forme spécialisés sont utilisés avec des paramètres d'avance faible et élevée ; un contrôle précis de la déflexion de l'outil garantit la précision du profil incurvé, tandis que l'usinage simultané de la fente latérale élimine les erreurs associées au resserrage.
Une fois terminé, nous effectuons des inspections complètes de toutes les dimensions et spécifications critiques à l’aide d’une machine à mesurer tridimensionnelle (MMT) et d’un testeur de rugosité de surface. Les résultats mesurés montrent une coaxialité constamment contrôlée à 0,03 mm près, un faux-rond axial ne dépassant pas 0,01 mm et une rugosité de surface atteignant Ra0,8, tous répondant aux spécifications des dessins. Le produit a passé avec succès l'inspection d'acceptation dès la première tentative, s'est assemblé sans problème et a répondu à toutes les normes de propreté et de précision requises pour les équipements médicaux.
Le fournisseur précédent du client utilisait un processus d'usinage en plusieurs étapes ; des serrages répétés ont provoqué des écarts dans le profil incurvé et des problèmes d'interférences lors de l'assemblage, des problèmes qui n'ont pas pu être entièrement résolus malgré de multiples tentatives de retouche. Notre processus d'usinage de composites tour-fraisage a éliminé les erreurs de serrage à la source, surmontant ainsi ce défi avec succès. Ce lot d'embouts de moteur fonctionne actuellement de manière stable dans les dispositifs médicaux implantables ; la résistance à la corrosion et les performances opérationnelles répondent aux attentes du client. Le partenariat à long terme qui en résulte démontre pleinement la valeur exceptionnelle de l’usinage composite tour-fraisage pour les composants en acier inoxydable de haute précision de qualité médicale.
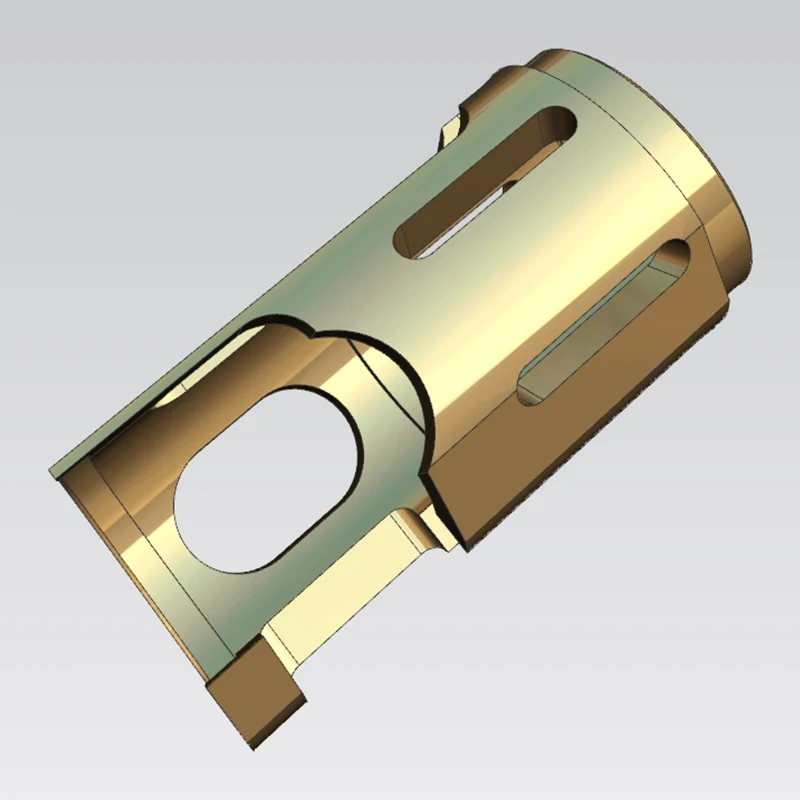
Ce manchon en acier inoxydable sert de composant de guidage central pour les équipements d'automatisation BOSCH. Fabriqué en acier inoxydable et utilisé dans les mécanismes de transmission de précision, il exige des normes extrêmement élevées en matière de coaxialité, de précision de positionnement et de qualité de surface.
Les principales normes d'inspection des clients incluent : la coaxialité entre l'alésage intérieur et le diamètre extérieur, le faux-rond axial et la précision de position de la fente latérale longue et des trous de positionnement. Les spécifications des dessins exigent strictement que la tolérance de coaxialité pour les surfaces de contact critiques soit inférieure à 0,05 mm, ainsi que des limites strictes sur la rondeur et la cylindricité du diamètre extérieur et de l'alésage intérieur. Tous les bords extérieurs doivent être ébavurés et arrondis, et la surface de la pièce doit être exempte de rayures ou de bavures. L'acier inoxydable est sujet à l'adhérence et à la déflexion de l'outil pendant l'usinage ; le traitement traditionnel en plusieurs étapes a du mal à respecter simultanément des tolérances strictes de forme, d'orientation et de position. En conséquence, le client a spécifié l'utilisation d'un procédé d'usinage composite tour-fraisage.
Nous avons utilisé un centre d'usinage tour-fraisage pour réaliser un processus de production « à guichet unique », complétant l'usinage du diamètre extérieur, de l'alésage intérieur, de la face d'extrémité, des fentes latérales et localisant les trous en une seule configuration. Lors de l'usinage grossier, une surépaisseur de finition de 0,2 mm a été réservée aux zones critiques et un liquide de refroidissement haute pression a été appliqué partout pour éliminer les copeaux et empêcher l'outil de coller à la pièce. Pour la finition, nous avons utilisé des outils spécialisés en acier inoxydable et ajusté les paramètres de coupe pour contrôler avec précision la déflexion de l'outil ; les fentes latérales et les trous de positionnement ont été usinés simultanément pour éliminer les écarts de précision causés par le re-serrage.
Les pièces finies ont subi une inspection complète à l’aide d’une machine à mesurer tridimensionnelle (MMT) et d’un testeur de rugosité de surface. La coaxialité mesurée est restée stable à 0,03 mm près, le faux-rond de la face d'extrémité a été contrôlé à 0,01 mm près et toutes les tolérances de position et dimensionnelles répondaient aux spécifications du plan. Les échantillons ont réussi l’inspection du premier coup ; l'assemblage s'est déroulé sans problème et les niveaux de vibrations et de bruit pendant le fonctionnement de l'équipement sont restés bien dans les limites de conception.
Auparavant, les pièces produites via un traitement en plusieurs étapes souffraient de problèmes de coaxialité et de précision de position causés par des erreurs de serrage, entraînant des blocages fréquents et des bruits anormaux pendant le fonctionnement – des problèmes que des retouches répétées ne parvenaient pas à résoudre. Le processus composite tour-fraisage a fondamentalement éliminé les erreurs de serrage. Ce lot de manchons est désormais utilisé de manière stable et à long terme au sein d'équipements automatisés, répondant à toutes les exigences en matière de stabilité opérationnelle et de précision d'ajustement. Par la suite, des commandes importantes ont continué à nous être confiées, confirmant ainsi les avantages significatifs de l'usinage composite tour-fraisage pour les composants industriels haut de gamme en acier inoxydable.
Adresse
District de Guangming, ville de Shenzhen, province du Guangdong, Chine
Tél









