


Nos capacités de tournage de précision offrent une précision exceptionnelle : précision dimensionnelle (tolérance de diamètre ±0,003 à 0,01 mm, tolérance de longueur ±0,005 à 0,02 mm, hauteur de pas ±0,01 mm, tolérance d'ajustement H5 à H7) ; précision géométrique et de position (rondeur 0,002 à 0,005 mm, cylindricité 0,003 à 0,008 mm, concentricité 0,005 à 0,01 mm, perpendiculaire 0,008 à 0,02 mm, parallélisme 0,01 à 0,03 mm, faux-rond 0,01 à 0,02 mm) ; qualité de surface (rugosité Ra 0,2 à 1,6 μm ; tournage de précision Ra 0,4 μm ; tournage ultra-précis Ra 0,1 à 0,2 μm) ; cohérence dimensionnelle (écart de lot ±0,005 mm, Cpk ≥ 1,67, capacité 6σ stable) ; et précision de l'équipement (précision de rotation de la broche 0,001-0,002 mm, précision de positionnement ±0,002 mm, répétabilité ±0,001 mm).
|
précision dimensionnelle |
DO |
IDENTIFIANT |
T(C) |
DP |
R |
|
unité: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Précision géométrique |
rondeur |
coaxialité |
rectitude |
cylindricité |
tolérance de profil |
|
unité: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
capacité de production |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
1 ~ 999999 pièces |
|
cycle de production |
3-20 jours |
3-20 jours |
3-20 jours |
3-20 jours |
3-20 jours |
Sanluo Precision utilise des équipements de pointe pour le tournage de précision : tours de haute précision (MAZAK/DMG MORI/OKUMA ; vitesse de broche de 5 000 tr/min ; interpolation axe C/axe Y ; précision de ±0,003 mm) ; Tours de type suisse (CITIZEN/STAR/TSUGAMI ; rapport longueur/diamètre ≥50:1 ; concentricité 0,005 mm) ; Centres de tournage-fraisage 5 axes (usinage en un seul réglage) ; roulements hydrostatiques (précision de rotation de 0,001 mm ; compensation de température constante refroidie par liquide) ; outils de coupe importés (Kyocera/Mitsubishi/Sandvik ; revêtement PVD) ; sondes laser (contrôle en cours de ±0,001 mm avec compensation automatique) ; et MMT (inspection hors ligne 0,003 mm).
En tant que fabricant professionnel spécialisé dans l'usinage de tournage de précision, Sanluo Precision maintient un contrôle strict des processus : logiciel de FAO pour la programmation de trajectoire d'outil de précision, l'optimisation des paramètres et la simulation ; contrôle précis des paramètres (tournage d'ébauche avec ap = 1 à 3 mm pour un enlèvement de matière rapide ; tournage semi-fini avec ap = 0,2 à 0,5 mm pour améliorer la précision ; tournage de finition avec ap = 0,05 à 0,15 mm pour garantir la précision dimensionnelle) ; fluide de coupe à température constante (20°C) pour minimiser la déformation thermique ; inspection pleine dimension du premier article (la production par lots ne commence qu'après vérification par CMM/interféromètre à lumière blanche) ; SPC (Statistical Process Control) utilisant des cartes Xbar-R, le calcul Cpk en temps réel, l'analyse des tendances et les ajustements préventifs ; et suivi de la durée de vie des outils (remplacement automatique en cas d'usure et mise à jour des valeurs de compensation). Nous fournissons des services de tournage de précision professionnels et personnalisés à des clients internationaux.
|
Catégorie de paramètre |
Détails |
|
Modèle |
Hardinge® Série T SP® |
|
Application principale |
Usinage ultra-précis et tournage dur |
|
Capacité de l'outil |
12 outils |
|
Vitesse de broche |
4 000 tr/min, 5 000 tr/min, 6 000 tr/min |
|
Puissance standard |
11 kW, 15 kW, 26 kW |
|
Dimensions hors tout |
Longueur : 2 489 mm, 3 257 mmLargeur : 2 121 mm, 2 312 mmHauteur : 2 089 mm, 2 123 mm |
|
Poids de la machine |
5 940 kg, 7 800 kg |
|
Utilisation typique |
traitement de pièces d'usinage de tournage de précision |
|
Catégorie de paramètre |
Détails |
|
Modèle |
Centre de tournage de haute précision 136CNC |
|
Marque |
Schaublin |
|
Positionnement de base |
Combine haute précision et efficacité, capable d’effectuer des tâches d’usinage de précision rigoureuses |
|
Système de contrôle de la température |
Le système complet de contrôle de la température de la machine maintient tous les composants fonctionnant à température constante pour éviter la déformation thermique |
|
Précision clé |
Rondeur : 0,2 μm ; Rugosité de surface : Ra 0,05 μm |
|
Système de tourelle |
Equipé d'une toute nouvelle tourelle Sauter, précision de positionnement du poste outil : ±1 μm |
|
Précision de l'axe C |
2 secondes d'arc |
|
Capacité d'usinage |
Tournage dur jusqu'à HRC65, usinage d'alliage de titane |
|
Avantages principaux |
Précision d'usinage supérieure et excellente cohérence |
|
Application typique |
Traitement de pièces de tournage de précision |




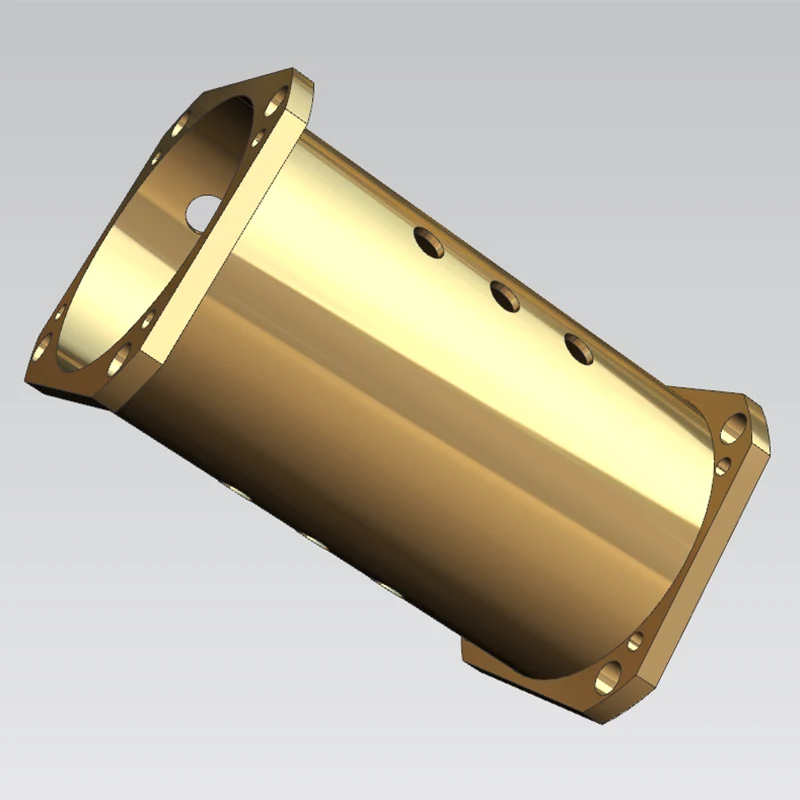
Pièce à usiner : support de rotor pour moteurs industriels de la série 50
Matériau : alliage de titane TC4
Application : Un composant porteur et d’accouplement essentiel dans les moteurs industriels. Le produit doit répondre à une double exigence de légèreté structurelle et de haute résistance sous charges alternées, nécessitant un contrôle extrêmement strict des tolérances géométriques et dimensionnelles.

Spécifications du dessin : La coaxialité entre l'alésage intérieur d'accouplement critique et le diamètre extérieur doit être ≤0,02 mm ; toutes les tolérances géométriques non spécifiées doivent être conformes à la norme GB/T 1184-h ; un contrôle strict est également requis pour le faux-rond de la face d'extrémité et la précision de position du profil extérieur par rapport aux fentes de positionnement internes.
Défis inhérents aux matériaux : l'alliage de titane TC4 a une très faible conductivité thermique et une ductilité/ténacité élevée, ce qui entraîne une lente dissipation de la chaleur pendant la coupe. Cela rend le matériau sujet à l'adhérence de l'outil, à la déflexion de la pièce (poussée de l'outil) et à la déformation thermique localisée. Le tournage CNC conventionnel, gêné par des erreurs provenant de multiples configurations et une rigidité insuffisante des outils, ne peut pas répondre de manière cohérente aux exigences de tolérance géométrique au niveau du micron.
Problèmes d'externalisation précédents : Le fournisseur initial utilisait un processus de tournage conventionnel impliquant plusieurs configurations ; la coaxialité dépassait systématiquement les tolérances. Après l'assemblage, les moteurs présentaient des niveaux de vibrations et de bruit excessifs (dépassant les seuils de conception) pendant le fonctionnement à vide et en charge, et les retouches répétées n'ont pas réussi à mettre les pièces aux normes.
3.1. Optimisation du processus de serrage : abandon de l'approche multi-installations au profit d'une méthode à configuration unique utilisant une donnée unifiée. Le diamètre extérieur, la face d'extrémité et l'alésage intérieur correspondant sont usinés en une seule opération, éliminant complètement les erreurs de décalage de référence causées par plusieurs configurations.
3.2. Contrôle de la surépaisseur d'usinage grossier : une surépaisseur de finition uniforme de 0,2 mm est réservée à toutes les surfaces de contact critiques. Cela évite les forces de coupe déséquilibrées pendant la phase de finition (causées par un matériau irrégulier) et minimise encore davantage le risque de poussée de l'outil. 3.3. Refroidissement de coupe et adaptation des paramètres : un refroidissement par pulvérisation continu utilisant un fluide de coupe à pression extrême spécialement formulé pour l'alliage de titane TC4 est utilisé tout au long du processus pour dissiper rapidement la chaleur et supprimer la déformation thermique. Au cours de la phase de finition, des paramètres de coupe spécialisés, notamment des vitesses faibles et des avances élevées, sont associés à des outils à haute rigidité et amortisseurs de vibrations pour atténuer les caractéristiques de déflexion élastique des alliages de titane.
3.4. Finition de structures complexes : étant donné que les fentes de positionnement internes et les trous de montage ne peuvent pas être formés via une seule opération de tournage, des dispositifs de positionnement personnalisés sont utilisés pour le traitement ultérieur ; cela minimise les erreurs de répétabilité induites par les fixations et garantit que la précision de position des fentes et des trous internes par rapport à la référence répond aux spécifications.
Équipement d'inspection complet : machine de mesure tridimensionnelle (MMT) et testeur d'arrondi de haute précision ; Inspection à 100 % des dimensions critiques.
Données de précision mesurées : la coaxialité entre les diamètres interne et externe est systématiquement ≤0,01 mm ; le faux-rond de la face d'extrémité est ≤0,008 mm. Toutes les tolérances de forme et de position, ainsi que les tolérances dimensionnelles, sont conformes à la fois aux dessins techniques et à la norme nationale GB/T 1184-h.
Commentaires sur le projet : les échantillons prototypes ont réussi le test d'acceptation par un tiers du client dès la première tentative. Le support du rotor a démontré un excellent ajustement d'assemblage, et les niveaux de vibrations et de bruit de fonctionnement du moteur entièrement assemblé sont revenus aux normes de conception. Les unités produites en série fonctionnent actuellement de manière stable sur le terrain ; les mesures de résistance structurelle et d'allègement répondent à toutes les exigences d'utilisation, ce qui amène le client à désigner cela comme un contrat d'externalisation à long terme pour toutes les commandes ultérieures du même modèle.
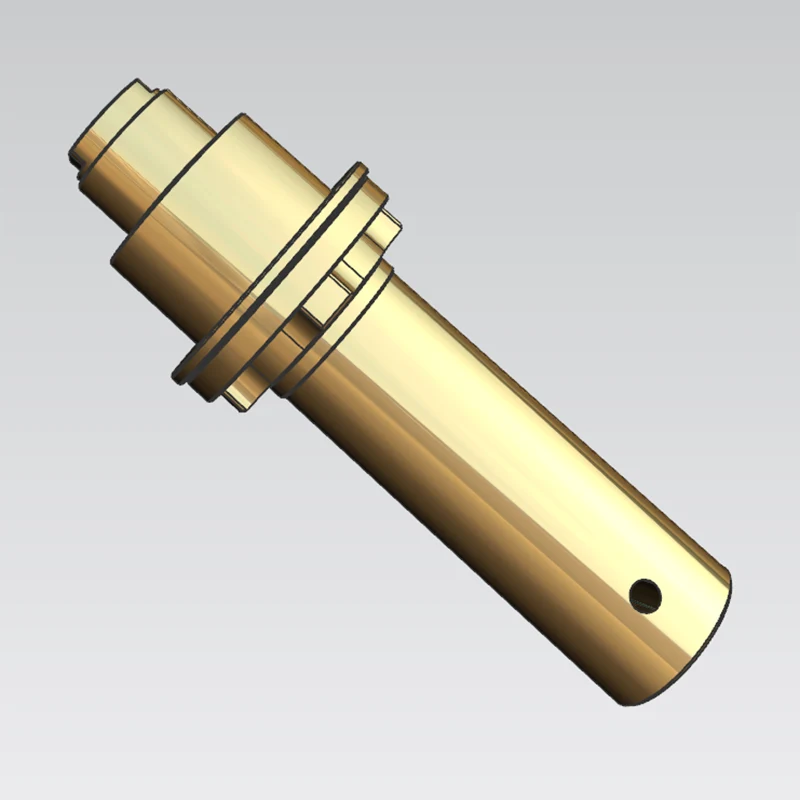
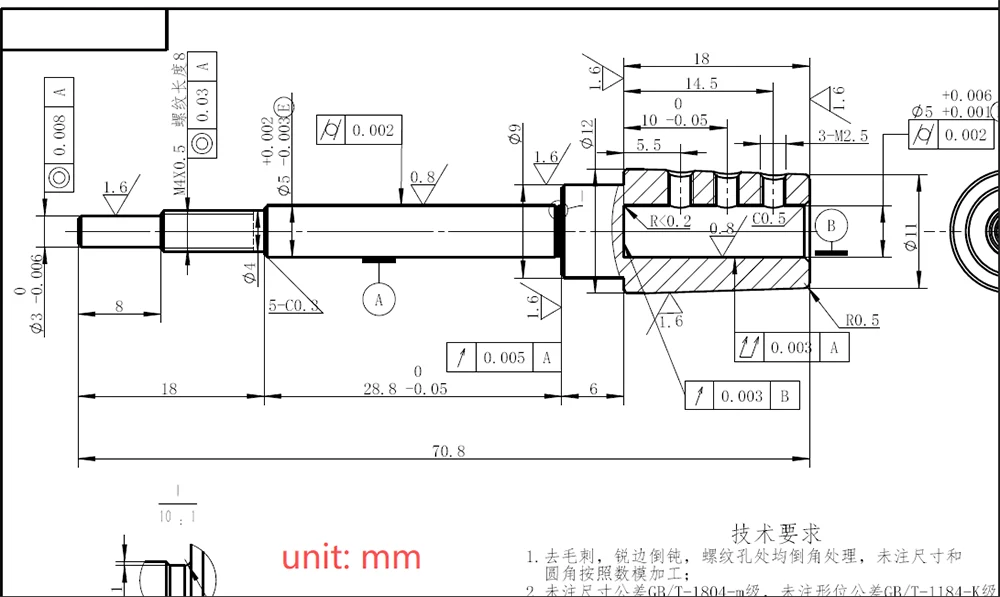
Pièce à usiner : arbre d'entraînement de moteur industriel à grande vitesse de la série 70B.
Matière première : Acier 40Cr trempé et revenu ; dureté de base finie de HRC 32-36.
Scénario d'application : composant d'arbre central pour une puissance de rotation à grande vitesse ; soumis à un fonctionnement prolongé, à haute fréquence et à grande vitesse, nécessitant une résistance à la fatigue, une précision de rotation et des performances d'équilibrage dynamique exceptionnelles.
Spécifications de précision obligatoires : Coaxialité de plusieurs tourillons d'accouplement critiques ≤0,01 mm ; faux-rond de la face d'extrémité du tourillon ≤0,01 mm. De plus, la précision de position doit être contrôlée pour les trous filetés d'extrémité et les rainures de clavette circonférentielles par rapport à la référence du tourillon. Défis liés au traitement initial des matériaux : après la trempe et le revenu, la dureté du substrat 40Cr augmente, ce qui entraîne une résistance à la coupe élevée et une usure rapide sur les outils en carbure conventionnels ; lors d'une coupe à grande vitesse, l'arbre est sujet à une déformation provoquée par la libération des contraintes de coupe et la déflexion radiale de l'outil, entraînant une perte de précision de rotation.
Problèmes liés au traitement externalisé précédent du client : l'ancien fournisseur utilisait des configurations de tournage segmenté et de serrage multiples, ce qui entraînait des erreurs de coaxialité des tourillons constamment excessives et un non-respect des normes d'équilibrage dynamique ; le moteur a vibré violemment pendant le fonctionnement à grande vitesse et les retouches répétées n'ont pas réussi à résoudre les problèmes liés à la déformation induite par la contrainte et aux erreurs de serrage.
3.1. Serrage et usinage intégrés : une configuration de serrage unique utilisant une référence unifiée permet l'usinage simultané de surfaces cylindriques en plusieurs étapes et de faces d'extrémité d'accouplement, éliminant ainsi les problèmes causés par des références incohérentes dans le traitement segmenté.
3.2. Optimisation de la surépaisseur d'usinage et de l'évacuation des copeaux : Une surépaisseur de finition uniforme de 0,3 mm est réservée lors de l'usinage grossier des tourillons critiques ; un système de refroidissement interne à haute pression est utilisé pour rincer la zone de coupe en temps réel, refroidissant simultanément la pièce et évacuant les copeaux, évitant ainsi les rayures sur la surface secondaire et minimisant la déformation thermique.
3.3. Stratégie de finition : des outils en carbure à grain ultra fin et à haute rigidité sont sélectionnés et un processus de coupe progressif par réduction de couche est utilisé pour libérer progressivement les contraintes de coupe internes et contrôler la déflexion radiale de l'outil, garantissant ainsi la stabilité dimensionnelle à long terme pour les composants à arbre long.
3.4. Finition des éléments auxiliaires : les trous filetés sur les faces d'extrémité et les rainures de clavette circonférentielles sont usinés à l'aide de dispositifs de positionnement coaxiaux spécialisés alignés avec la référence de rotation du tourillon, garantissant ainsi que la précision de position de ces éléments répond aux tolérances du dessin.
Équipement d'inspection complet : machine de mesure tridimensionnelle (MMT), testeur d'arrondi de haute précision et testeur d'équilibrage dynamique ; double inspection grandeur nature couvrant à la fois les dimensions et l’équilibre dynamique. Données de précision mesurées : la coaxialité du tourillon à plusieurs étages est systématiquement ≤0,008 mm et le faux-rond axial est ≤0,005 mm ; toutes les tolérances géométriques et de position répondent aux spécifications et l'arbre du rotor passe le test d'équilibre dynamique initial sans nécessiter de rééquilibrage.
Retour d'expérience sur la mise en œuvre du projet : les prototypes ont réussi l'inspection de réception dès la première tentative, et les niveaux de vibrations et de bruit lors du fonctionnement à grande vitesse sont conformes aux normes nationales pour les moteurs industriels ; les arbres produits en série ne présentent aucune déformation induite par les contraintes ni aucune usure anormale pendant le fonctionnement, avec une résistance et une stabilité en rotation répondant aux exigences de service à long terme, conduisant à un partenariat d'externalisation à long terme avec le client.
Adresse
District de Guangming, ville de Shenzhen, province du Guangdong, Chine
Tél









